
新○生コンクリート 業務日誌
(写真をクリックすると大きくなります)
 |
2015.10.29(木) 一号車には供給BC角丸と一本目を積んだ。 後ろのスペースに振止めが納まらないので、円筒を浮かして下に入れた。 手摺は後ろに収まる。 |
 |
二号車は荷台が短い変なトラック。 8mしかないので普通の10トン車なら楽勝なのに、ギリギリだ。 |
 |
運搬用脚は反対向きに付け替えた。 |
 |
右一号車、左二号車。 北陸三県限定で、遠くへは行ってくれない。 Mission complete. |
 |
2015.10.26(月) 月末の出荷が決まったので、出荷クレーンの下に移動。 供給BC一本目と角丸の接合部のコーキングは勘違いでボルト穴の外側にしてしまったのでやり直している。 最初からボルト穴の内外二列にしときゃよかった。(-_-;) |
 |
2015.10.19(月) 一号車には受入BCの二本目と、後ろにケーシング振止めを積んだ。。。。はず。 見てないけど。 |
 |
二号車には受入BCの角丸と一本目でちょうど荷台いっぱい。 |
 |
2015.10.17(土) 受入BCの一本目と角丸との接合面にシリコンコーキング。 ボルトの内外に塗布している。 |
 |
角丸を仮ボルトで取り付ける。 HTBを支給してもらえば本締めしておくのだが。 一本目と角丸を繋いでおくのは、角丸の丸フランジはかなり無理をしているので、一本目とすんなり合わない恐れがあるため。 |
 |
2015.10.16(金) 朝一に受入BCの一本目を外部だけ仕上塗装。 |
 |
角丸も仕上塗装。 |
 |
残る受入BCの二本目の外部仕上げはケレンだけになった。 待ちきれず、ケレンの終った尻から溶接ビードの周りをタッチアップしている。 |
 |
昼一に受入BCの二本目が塗装場に出た。 |
 |
すぐに内外を錆止塗装。 |
 |
夕方、受入BCの二本目も外部の仕上塗装が終わった。 コイルカットが予定より早く入荷したので、当初予定の土曜日積み込みにも間に合うことになったが、あくまで結果論。 最初からその納期なら、精神安定剤のお世話にならなきゃならなかっただろう。 |
 |
2015.10.15(木) 奥の方、受入BC用のケーシング振止めに仕上塗装。 |
 |
昼前、受入BC一本目の外部仕上げがほぼ終了。 振止め取付フランジは上面を全溶接している。 |
 |
角丸が出来上がって錆止塗装。 |
 |
受入BC二本目が外部仕上げに取り掛かる。 まずは内部のケレンから。 |
 |
受入BC一本目の内外部を錆止塗装。 |
 |
2015.10.14(水) 供給BCケーシング振止めに仕上塗装。 |
 |
受入BCケーシング振止めは錆止塗装。 |
 |
フランジを作る。 このサイズのゲージはないので、新調した。 |
 |
フランジが出来たので、受入BC用の角丸が再スタート。 |
 |
直径が小さいので、内側の全溶接は座ることが出来ず、跪いてお辞儀するような姿勢になる。 それでも人間魚雷回天の腹ばい操縦姿勢よりはまし。 |
 |
受入BC用の一本目が外部仕上げに乗った。 |
 |
角丸は丸フランジの外側を本付溶接するだけになった。 |
 |
2015.10.13(火) 受入BC用の曲げ物が入荷。 |
 |
同時にコイルカットも入荷。 コイルカットは予定より半日早く来たので工程がだいぶ楽になった。 |
 |
直径が小さいので端曲げをする。 |
 |
そのまま引き出して反対側の端曲げをするのが普通だが・・・・ |
 |
向きをひっくり返して後ろに戻した。 |
 |
そして反対側の端曲げ。 あんまり長いので、こうしたほうが速いのだろう。 昔、アマダのベンディングロール専門家が来てこの機械でデモ作業を見せてもらったことがある。 前後の開先を先に曲げず、ロールの上下操作だけで一度板を通しただけで曲げてしまったのには、たまげた。 同じものをたくさん巻くときにはこんなことをやってられないのだろう。 |
 |
円筒になった。 |
 |
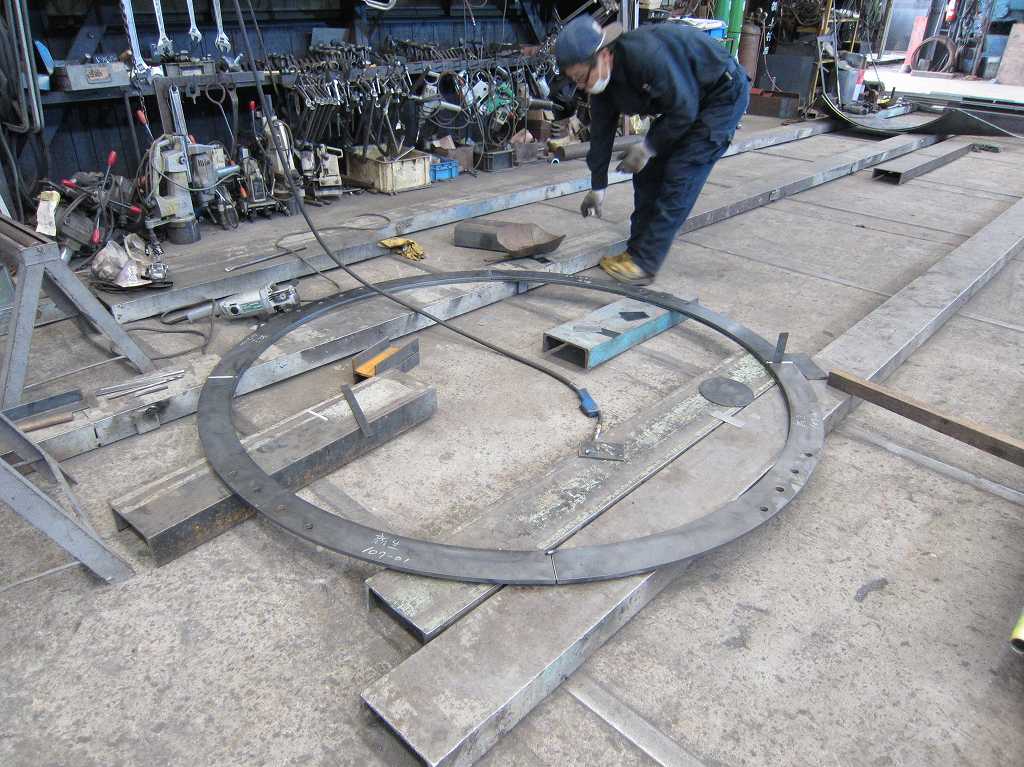
ところが円筒溶接機に乗せてみると、こんな小さな円筒は例がなく、改造が必要になった。 これで円筒溶接機の下限はφ1,350だと判明した。 |
 |
なんだかんだと躓いて、なかなかつなぐところまで行かない。 |
 |
2015.10.10(土) 受入BCのケーシング振止めの本付溶接。かな? |
 |
2015.10.09(金) 角丸は四面仮付して、あとは丸フランジが入荷するまで一旦停止。 手前左はケーシング振止めに作業足場を載せた。 |
 |
2015.10.08(木) 今日は手伝いだけなので、角丸はお休み。 やっぱり昨日のうちに四面とも立てるのは無理だったか。 ケーシング振止の上に乗せる作業用足場に手摺をつけてみる。 |
 |
受入BCケーシング振止は供給BCのそれより簡単だ。 |
 |
2015.10.07(水) 角丸の最後の一枚を曲げる。 |
 |
曲げた角丸の部材はこんな形。 |
 |
チャンネルで作った角フランジに角丸の一枚を仮付しようとしている。 |
 |
角丸の三枚目の仮付。 今日中に四枚は無理かも。 |
 |
2015.10.06(火) 角丸を曲げ始める。 |
 |
2015.10.03(土) 追加になった受入BCの図面が届いた。 |
 |
2015.09.25(金) 振止と手摺に錆止塗装したが、仕上塗料が来ない。 見込み違いで追加をお願いしたので遅れてもしょうがない。 |
 |
2015.09.19(土) 振止と手摺が塗装場に出てきた。 |
 |
2015.09.18(金) 角丸は作るとき、フランジにかなり無理な力をかけているので、穴が合いにくいかも知れない。 取り付けていくことにした。 フランジ面をコーキングしておく。 |
 |
角丸の向きも重要だ。 |
 |
仮ボルトなので、現場でHTBと交換してもらわなければならないが、改めてコーキングしなくてもいいと書いておく。 |
 |
タイヤショベルで二本目をストックヤードに移動。 |
 |
続いて二本目も移動して、供給BC中間ケーシングの出荷準備は終わった。 よく似た色の円筒は某社関東宇○豊洲向け。 |
 |
2015.09.17(木) 自前で塗装するつもりだったが、山崎パ○ルの円筒の仕上塗装をペンキ屋に頼んだので、ついでに塗ってもらうことにした。 朝一に錆止を塗ってもらった。 |
 |
膜厚が不足気味だったので昼前にもう一度塗ってもらった。 |
 |
振止と手摺も出来上がったが、塗装場にスペースがないので後回し。 どうせ仕上塗料も足りなくなって、仕上がらないし。 |
 |
夕方、仕上塗装が終わった。 |
 |
角丸も仕上塗装。 |
 |
2015.09.16(水) 中間ケーシング振止を作り始めた。 |
 |
二本目中堅ケーシング上部の振止が取り付くリングは点付溶接なので、染みこんだ水で錆が垂れる。 上側だけコーキングしておこう。 |
 |
振止に作業用の歩廊を取り付ける。 組み立て時しか使わないのに、なんかもったいない気がする。 もちろん手摺も付く。 |
 |
振止を裏返して歩廊を本付溶接。 |
 |
2015.09.15(火) 角丸のフランジの外側は全溶接。 |
 |
フランジの内側は点付。 ただし、鉄板同士の継ぎ目は全溶接。 |
 |
角丸が仕上がって塗装場に出た。 |
 |
2015.09.14(月) 吊りピースを付けると二本目の外部仕上げ終了。 |
 |
午前中に塗装場に出たが、塗装担当は稲刈りのため早退したので、このまま数日放置することになる。 |
 |
2015.09.12(土) 始業してまもなく二本目の継ぎが終わった。 右側では角丸に丸のフランジを仮付している。 その向こう、一本目の外部仕上げが終わりかけている。 |
 |
しばらくして一本目が塗装場に出た。 |
 |
内部仕上げ工程がないので、昼前に内外部を錆止塗装。 |
 |
外側を錆止一回仕上げ一回の仕様だが、念のため余っている在庫塗料で中塗りをする。 |
 |
二本目の外部仕上げは本付にあと半日ぐらいか。 |
 |
角丸の仮付はもうあとリブが四本だけ。 |
 |
2015.09.11(金) 始業から一時間余りで一本目の継ぎ終了。 |
 |
角丸の角フランジをまず作る。 左に見えるのはつなぎ終わった一本目で、中央奥の山崎パ○ル五本目の外部仕上げ終了待ち。 |
 |
二本目は半端の長さなので、五尺幅を三尺に切り詰めて巻く。 右手に残材になった二尺幅のコイルカットが見える。 なにかいい使いみちがあればいいのだが。 |
 |
本付した角フランジに角丸に曲げた鉄板を仮付していく。 |
 |
だんだん角丸らしくなってくる。 |
 |
昼一に外部仕上げが空いたので、待機していた一本目を移動する。 |
 |
円筒コンベヤではないので、外フランジを付ける。 垂直に経つのでフランジに掛かる力は知れているので内部は点付だが・・・・ |
 |
外部は水密上、もちろん全溶接。 芯の通りは円筒コンベヤほど厳密ではないので、ルースフランジは作らない。 したがって、繋いで作る内部仕上げ工程はない。 |
 |
なんとか角丸の仮付はねじ伏せた。 左手、二本目の円筒は最後の一節が残りそうな気配だ。 |
 |
本来溶接線は直線になるはずだが、外側にはらんでいる。 途中はどうあれ、フランジのところで角と丸の寸法が出ていれば全て良し。 |
 |
2015.09.10(木) ゲージを当てて電ドルで穴位置をマーキングするところまでは同じだが・・・・ |
 |
フランジの厚みが6mmなので、穴穿けには電動パンチャーが使える。 |
 |
支給品の塗料が届いた。 なんだ、またハイメルか。。。。 乾きの早いネオフタールに代わったんじゃないのか。 なんか近頃塗った色に似ているが、ちょっと番号が違っていた。 |
 |
ケーシング振止用フランジは鉄板の四分割型切。 |
 |
一本目の継ぎは四節目の外部を本付中。 いくら五節しかないとはいえ、今日中に一本目が終わるのは無理だな。 |
 |
2015.09.09(水) 朝一で角丸四枚が曲げ終わった。 |
 |
フランジの曲げ物が入荷した。 |
 |
角丸四枚の捨板部分を切り離し、切り口をグラインダー仕上げする。 |
 |
フランジを繋ぐ前に、円筒の外径がどうなるのか確かめるため、一節だけ巻いてみることにした。 |
 |
巻いてみたが、計算値とさほど差はなかった。 右のほうで切り揃え、左のほうでつないでいる。 |
 |
角丸の角の方のフランジはチャンネルを使う。 テーパ座金は溶接しておく。 |
 |
2015.09.08(火) 角丸を曲げている。 切断位置をどこに持ってくるかは個人の趣味に近いところがある。 昔からやってきた方法、四角の辺の中央で切断すると、円がなかなか思い通りにならない。 四隅が90度になるまで曲げると、たいてい円の直径は過小になり、修正でハンマー痕だらけにしてしまう。 前回同様、円が出やすい四角の角で切断する方法を取ることにした。 これだとプレスの金型に乗らないので、捨て板を溶接しなくてはならない。 |
 |
最初から捨て板を含めて板取りしたのが今回の工夫。 捨て板は曲げたあとで切り取る。 |
 |
2015.09.01(火) コイルカットが入荷した。 某社鴨○生コン向けのPL6x1,524X6,096の上に乗った10枚だけ。 20尺よりちょっと短いのがわかる。 |
 |
2015.08.24(月) 材料を注文。 |
|
2015.08.22(土) 供給BCの図面が届いた。 ケーシングは船○レミコンをちょっと縮めただけで、ほとんど同じだ。 |